Цялостно приспособление за проверка
Цялостно приспособление за проверка

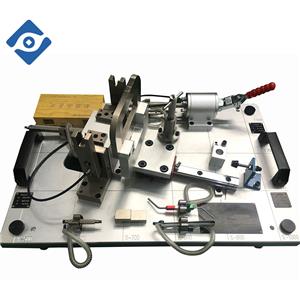
1. Основна плоча: Зареждане на всички видове части, необходими за проверка, така че да се движи цялото.
2. Измервателна опорна втулка: Трите измервателни опорни втулки се използват като измервателна изходна точка за инспекцията, след като контролното приспособление е обработено.
3. Подпора: На опората е монтирана скоба (не е показана), за да захване частта и да я позиционира плътно.
4. Блок за дата/локация: точно локализирайте проверените части.
5. Част: Част за тестване.
6. Поддържаща колона: Зареждане и локализиране на щифта и втулката.
7. Щифт на болта: Грешката в позицията на външната повърхност на цилиндричната част може да бъде открита чрез натискане и издърпване на щифта на болта.
8. Втулка на болта: Намерете точно щифта на болта.
9. Измервателен блок: Подвижният щифт (№ 11) задвижва измервателния блок за проверка.
10. Седалка за измерване: Зареждане и локализиране на измервателния блок и подвижния щифт.
11. Подвижен щифт: грешката в профила на долната повърхност на частичната притискаща плоча може да бъде открита чрез задействане на подвижния щифт
Основната плоча и опората на приспособлението за проверка са изработени от алуминиева сплав, а щифтът на болта е изработен от закалена и закалена стомана, с гладка и чиста повърхност. Смажете болта, за да го поддържате смазан.
Използвайте метода за проверка на приспособлението
Поставете приспособлението за проверка плоско върху работната маса, нулирайте щифта на болта 7 и подвижния щифт 11 на приспособлението за проверка и отворете скобата на опората 3.
Вземете детайла, затегнете блока на предния фланец на детайла в базовия блок 4 и го натиснете със скобата върху опората 3.
Завъртете щифта на болта 7, така че водещият щифт на болта 7 да щракне във водещия жлеб и да отиде надолу. Ако болтът може да бъде поставен успешно в тествания съединител, се доказва, че позицията на съединителя е квалифицирана.
Натиснете подвижния щифт 11 наляво и подвижният щифт може да се премести надолу. В същото време визуално наблюдавайте позиционната връзка между измервателния блок 9 и притискащата част на плочата по посока на равнината на измервателния блок 9. Ако всички позиции на дъното на притискащата плоча са невидими, доказано е, че толерансът на профила на дъното на притискащата плоча е квалифицирано.
Ако всички горепосочени операции могат да бъдат изпълнени успешно, тръбният монтаж е квалифициран и проверката е завършена.
Прилагане на контролни тела
Анализът на системата за измерване (MSA) показва, че приспособлението за проверка отговаря на изискванията за проверка на тръбния възел и един детайл може да бъде проверяван на всеки 10 секунди по време на работа. Прилага се в целия процес на проверка на тръбния възел и практиката доказва, че контролното приспособление е просто и надеждно в експлоатация и напълно отговаря на изискванията за употреба. След като всеки 50 000 броя бъдат тествани или използвани в продължение на половин година, се изисква цялостен повторен тест на размерите.